What is SLS 3D Printing?
As you know, 3D printers have a great variety, and the type of materials they can build with, their mechanics, and their operation in 3D printing represent their type of technology.
One of the oldest and most precise 3D printers is the SLS. Perhaps if we were to categorize 3D printers into three main technologies, one of these three methods would be SLS.
SLS technology stands for Selective Laser Sintering, and its general concept is point welding by laser. Similar to the SLA method, in SLS 3D printers, a laser is used to create layers. The difference is that in the SLA method, the laser focuses on the resin, whereas in the SLS method, the laser focuses on metal powder or other consumable materials like nylon.
The SLS method is very similar to the SLM (Selective Laser Melting) method, but they differ in technical details. 3D printers using the SLS method have a very old history and are among the first 3D printers ever made. To better understand, we will examine the history of the SLS 3D printer.
History of the SLS 3D Printer
The SLS 3D printer was developed and patented in the mid-1980s by Dr. Carl Deckard and his advisor Dr. Joe Beaman at the University of Texas, supported by DARPA. Dr. Carl Deckard and Beaman were partners in the DTM holding company, established for the design and construction of SLS printers.
In 2001, the large company 3D Systems, the biggest competitor of DTM and SLS technology, acquired DTM. Therefore, the last patent related to SLS technology by Deckard was issued on January 28, 1997, and expired on January 28, 2014. Since SLS technology requires the use of powerful lasers, its use at home or in small companies is often very expensive. Therefore, most small companies or individuals who do 3D printing at home tend to use alternative methods such as FDM for 3D printing parts. However, the quality, precision, and build dimensions of SLS printers are incomparable to the FDM printing method.

How the SLS 3D Printer Works
Like other 3D printing methods, SLS technology printers also use additive manufacturing to create parts. The consumable materials for SLS printers are metal powders, plastics, ceramics, or even glass, in very small particle sizes, so that they can be sintered together under laser exposure. The operation of SLS 3D printers involves the laser focusing on the points specified by the software and print commands in each layer. The concentrated laser beam at these points causes strong sintering, forming the workpiece in that layer. Up to this point, the process is quite similar to the SLA method, but the movement of the layers is much different from the SLA method, which will be discussed later.
The mechanism of the SLS method is as follows:
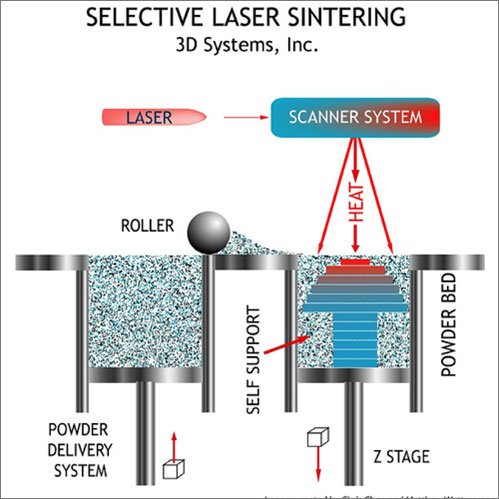
SLS 3D printers have two reservoirs. The first reservoir is for consumable materials filled with metal or plastic powder, and the second reservoir is essentially the work table. During printing, the first reservoir, which is the raw material storage, rises by one layer, and simultaneously, the work table descends by one layer. A roller at the end of the table starts moving and transfers the powder, which has risen by one layer from the raw material reservoir, towards the work table.
As the raw material moves onto the work table by the roller, a smooth layer of powder is laid on the table. The movement of the table and the raw material reservoir in each layer is like a seesaw movement, such that as the reservoir moves up, the work table descends by the same amount, allowing the raw material, which is powder, to settle evenly on the table. Then the laser, following the software command, focuses only on the points comprising the workpiece, and the first layer of the workpiece is thus sintered and formed.
After forming the first layer, the raw material reservoir rises by another layer, and simultaneously the work table descends by another layer. The roller again moves the raw material towards the work table, and the laser focuses on the second layer and forms it. This process continues until the final layer completes the formation of the workpiece.
A notable point about SLS 3D printers is that, unlike other 3D printing methods, this method does not require any support structure. This is because, in each layer of printing, a complete layer of raw materials is spread on the 3D printer table, and after completing the printing in that layer, the materials not exposed to the laser beam also descend by one layer along with the formed piece to shape the next layer.
Therefore, the workpiece in each layer is encapsulated by the powder of the raw materials, and in cases where it is at a negative angle (which in other methods would require support placement), in this method, due to the presence of these excess powders, the negative angles are printed on the powders.

In other words, it can be said that these powders act as support in the SLS 3D printer. At the end of the process, once the workpiece is completed, it is extracted from among the powders. With the presence of these powders and the lack of need for support placement during printing, the build quality in areas under a negative slope will be significantly higher than methods like FDM, SLA, or other methods.
(In other methods, the presence of support reduces build quality) Therefore, creating very complex parts using SLS 3D printers will be much easier. This is because in the FDM method, for complex parts, in addition to support placement, there is often a need to cut and construct the piece in multiple parts, which is not necessary in this method.
Materials Used in SLS 3D Printers
The consumable materials in SLS printers are in powder form. They include polymers such as polyamide (PA), polystyrene (PS), thermoplastic elastomers (TPE), polyaryl ether ketones (PAEK), as well as metal powders and glass powders. Of course, these materials are not the only ones used.
Polyamides are particularly popular due to their excellent compatibility with laser sintering, leading to the production of parts with desirable mechanical properties. Hence, polyamides are among the most common materials for SLS 3D printers. Polycarbonates (PS), known for their high toughness, thermal stability, and heat resistance, are also excellent consumable materials for SLS 3D printers.



Latest Articles in your inbox
Subscribe to our newsletter to get the newest manufacturing and industrial services articles in your inbox once a week.