How does plasma cutting work?
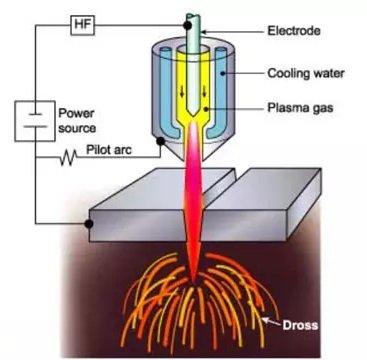
Plasma cutting works by replacing mechanical cutting with a melting process using intense heat. Plasma cutters operate by creating an electric arc through a gas, which is blown out through a constricted opening known as a “nozzle.” The constricted beam causes the gas to exit at high speeds, leading to the formation of plasma. Since plasma is conductive, it is important to ground the workpiece during cutting.
How Plasma Cutting Works:
- The temperature of the plasma can exceed 20,000 degrees Celsius, and its speed can approach the speed of sound. During cutting, the plasma flow intensifies, allowing the plasma jet to penetrate deeply through the material, and the high speed of the jet expels the molten material from the cut surface.
- This process differs from the Oxy-fuel process. In plasma cutting, the material is melted using an arc, whereas in oxy-fuel cutting, metal oxidation occurs first with oxygen, and the heat from this reaction melts the metal. Therefore, unlike oxy-fuel cutting, plasma cutting can cut metals like stainless steel, cast iron, and non-ferrous alloys that are resistant to oxidation.
- Various equipment is used in plasma cutting, which will be discussed later, along with important points about the process.
Power Supply: The power supply for plasma cutting must have high voltage and voltage drop. The operating voltage to maintain plasma is between 50 to 60V, and the required open-circuit voltage for arc initiation can be up to 400V DC.
Initially, a pilot arc is formed inside the torch body between the electrode and nozzle. For cutting, the arc created must transfer to the workpiece; eventually, the electrode becomes negative, and the workpiece becomes positive. Thus, a large part of the arc energy, about two-thirds, is used for cutting.
Gas Mixture: Conventional systems equipped with tungsten electrodes use gases like argon, argon-hydrogen, or nitrogen to form plasma. However, oxidizing gases like air or oxygen can also be used with a copper electrode containing hafnium (Hf).
The plasma gas flow is vital during cutting and must be adjusted according to the current level and nozzle diameter. If the plasma gas flow is too low for the current level or the current level is too high for the nozzle diameter, the arc splits into two, at the electrode-nozzle and nozzle-workpiece, leading to disastrous nozzle melting due to a double arc effect.
Cut Quality: The quality of the plasma cut edge is similar to that in oxy-fuel cutting. However, in plasma cutting, as the metal is melted, the heat transfer is more toward the upper surface of the metal. This results in the rounding of the upper edge and squaring (box-like appearance) at the lower edge of the cut.
Since this issue relates to the degree of arc constriction, multiple torches are used to improve arc constriction, ensuring even heat distribution across the upper and lower parts of the cut.



Latest Articles in your inbox
Subscribe to our newsletter to get the newest manufacturing and industrial services articles in your inbox once a week.